1. Einführung
Der Prozess der Anlagerung von Substanzen (Rohstoffen) an die Oberfläche von Substratmaterialien durch physikalische oder chemische Methoden wird als Dünnfilmwachstum bezeichnet.
Nach verschiedenen Arbeitsprinzipien kann die Dünnschichtabscheidung integrierter Schaltkreise unterteilt werden in:
-Physikalische Gasphasenabscheidung (PVD);
-Chemische Gasphasenabscheidung (CVD);
-Verlängerung.
2. Dünnschichtwachstumsprozess
2.1 Physikalischer Gasphasenabscheidungs- und Sputterprozess
Der Prozess der physikalischen Gasphasenabscheidung (PVD) bezieht sich auf die Verwendung physikalischer Methoden wie Vakuumverdampfung, Sputtern, Plasmabeschichtung und Molekularstrahlepitaxie, um einen dünnen Film auf der Oberfläche eines Wafers zu bilden.
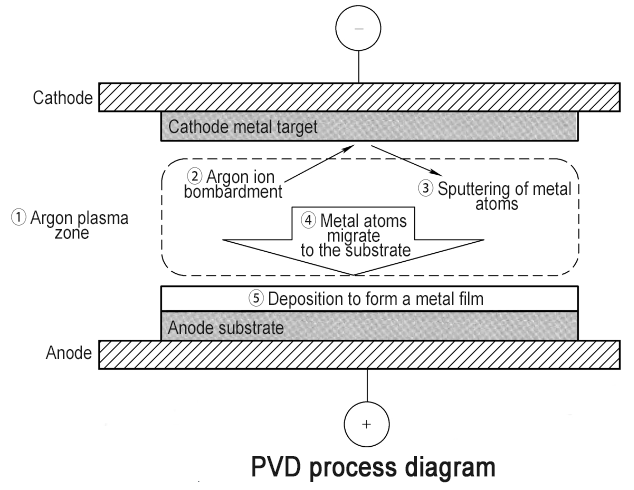
In der VLSI-Industrie ist das Sputtern die am weitesten verbreitete PVD-Technologie, die hauptsächlich für Elektroden und Metallverbindungen integrierter Schaltkreise verwendet wird. Sputtern ist ein Prozess, bei dem Edelgase [wie Argon (Ar)] unter der Einwirkung eines externen elektrischen Feldes unter Hochvakuumbedingungen in Ionen (wie Ar+) ionisiert werden und die Materialzielquelle unter einer Hochspannungsumgebung bombardieren. Atome oder Moleküle des Zielmaterials werden herausgeschlagen und gelangen dann nach einem kollisionsfreien Flugprozess auf die Oberfläche des Wafers, um dort einen dünnen Film zu bilden. Ar hat stabile chemische Eigenschaften und seine Ionen reagieren nicht chemisch mit dem Zielmaterial und dem Film. Während bei Chips mit integrierten Schaltkreisen die Ära der 0,13-μm-Kupferverbindungen beginnt, wird für die Kupferbarrierematerialschicht ein Film aus Titannitrid (TiN) oder Tantalnitrid (TaN) verwendet. Die Nachfrage nach Industrietechnologie hat die Forschung und Entwicklung der Sputtertechnologie mit chemischen Reaktionen vorangetrieben, d Das Zielmaterial Ti oder Ta reagiert mit N2, um den erforderlichen TiN- oder TaN-Film zu erzeugen.
Es gibt drei häufig verwendete Sputterverfahren: DC-Sputtern, HF-Sputtern und Magnetron-Sputtern. Da die Integration integrierter Schaltkreise weiter zunimmt, nimmt die Anzahl der Schichten mehrschichtiger Metallverdrahtungen zu und die Anwendung der PVD-Technologie wird immer umfangreicher. Zu den PVD-Materialien gehören Al-Si, Al-Cu, Al-Si-Cu, Ti, Ta, Co, TiN, TaN, Ni, WSi2 usw.
PVD- und Sputterprozesse werden normalerweise in einer hochdichten Reaktionskammer mit einem Vakuumgrad von 1×10-7 bis 9×10-9 Torr durchgeführt, was die Reinheit des Gases während der Reaktion gewährleisten kann; Gleichzeitig ist eine externe Hochspannung erforderlich, um das Edelgas zu ionisieren und eine Spannung zu erzeugen, die hoch genug ist, um das Ziel zu bombardieren. Zu den Hauptparametern zur Bewertung von PVD- und Sputterprozessen gehören die Staubmenge sowie der Widerstandswert, die Gleichmäßigkeit, die Reflexionsdicke und die Spannung des gebildeten Films.
2.2 Chemische Gasphasenabscheidung und Sputterverfahren
Unter chemischer Gasphasenabscheidung (CVD) versteht man eine Prozesstechnologie, bei der verschiedene gasförmige Reaktanten mit unterschiedlichen Partialdrücken bei einer bestimmten Temperatur und einem bestimmten Druck chemisch reagieren und die erzeugten Feststoffe auf der Oberfläche des Substratmaterials abgeschieden werden, um die gewünschte dünne Schicht zu erhalten Film. Im herkömmlichen Herstellungsprozess integrierter Schaltkreise handelt es sich bei den erhaltenen Dünnschichtmaterialien im Allgemeinen um Verbindungen wie Oxide, Nitride, Karbide oder Materialien wie polykristallines Silizium und amorphes Silizium. Selektives epitaktisches Wachstum, das häufiger nach dem 45-nm-Knoten verwendet wird, wie z. B. Source- und Drain-SiGe oder selektives epitaktisches Si-Wachstum, ist ebenfalls eine CVD-Technologie.
Mit dieser Technologie können auf einem Einkristallsubstrat aus Silizium oder anderen Materialien entlang des ursprünglichen Gitters weiterhin Einkristallmaterialien desselben Typs oder eines ähnlichen Typs wie das ursprüngliche Gitter gebildet werden. CVD wird häufig beim Wachstum isolierender dielektrischer Filme (wie SiO2, Si3N4 und SiON usw.) und Metallfilmen (wie Wolfram usw.) eingesetzt.
Im Allgemeinen kann CVD gemäß der Druckklassifizierung in chemische Gasphasenabscheidung bei Atmosphärendruck (APCVD), chemische Gasphasenabscheidung unter Atmosphärendruck (SAPCVD) und chemische Gasphasenabscheidung bei niedrigem Druck (LPCVD) unterteilt werden.
Gemäß der Temperaturklassifizierung kann CVD in die chemische Gasphasenabscheidung von Oxidfilmen bei hoher Temperatur/niedriger Temperatur (HTO/LTO CVD) und die schnelle thermische chemische Gasphasenabscheidung (Rapid Thermal CVD, RTCVD) unterteilt werden.
Je nach Reaktionsquelle kann CVD in CVD auf Silanbasis, CVD auf Polyesterbasis (CVD auf TEOS-Basis) und metallorganische chemische Gasphasenabscheidung (MOCVD) unterteilt werden.
Gemäß der Energieklassifizierung kann CVD in thermische chemische Gasphasenabscheidung (Thermal CVD), plasmaunterstützte chemische Gasphasenabscheidung (Plasma Enhanced CVD, PECVD) und chemische Gasphasenabscheidung mit hochdichtem Plasma (High Density Plasma CVD, HDPCVD) unterteilt werden. Kürzlich wurde auch die fließfähige chemische Gasphasenabscheidung (Flowable CVD, FCVD) mit hervorragender Lückenfüllfähigkeit entwickelt.
Verschiedene CVD-gewachsene Filme haben unterschiedliche Eigenschaften (z. B. chemische Zusammensetzung, Dielektrizitätskonstante, Spannung, Spannung und Durchbruchspannung) und können entsprechend unterschiedlichen Prozessanforderungen (z. B. Temperatur, Stufenabdeckung, Füllanforderungen usw.) separat verwendet werden.
2.3 Atomlagenabscheidungsprozess
Unter Atomlagenabscheidung (ALD) versteht man die schichtweise Abscheidung von Atomen auf einem Substratmaterial durch das schichtweise Aufwachsen eines einzelnen atomaren Films. Ein typischer ALD verwendet die Methode, gasförmige Vorläufer abwechselnd gepulst in den Reaktor einzuführen.
Beispielsweise wird zunächst der Reaktionsvorläufer 1 in die Substratoberfläche eingebracht und nach der chemischen Adsorption wird eine einzelne Atomschicht auf der Substratoberfläche gebildet; dann wird der auf der Substratoberfläche und in der Reaktionskammer verbleibende Vorläufer 1 durch eine Luftpumpe abgepumpt; dann wird der Reaktionsvorläufer 2 in die Substratoberfläche eingeführt und reagiert chemisch mit dem auf der Substratoberfläche adsorbierten Vorläufer 1, um das entsprechende Dünnfilmmaterial und die entsprechenden Nebenprodukte auf der Substratoberfläche zu erzeugen; Wenn der Vorläufer 1 vollständig reagiert, endet die Reaktion automatisch, was das selbstlimitierende Merkmal von ALD ist, und dann werden die verbleibenden Reaktanten und Nebenprodukte extrahiert, um die nächste Wachstumsstufe vorzubereiten; Durch kontinuierliche Wiederholung des obigen Prozesses kann die Abscheidung dünner Filmmaterialien erreicht werden, die Schicht für Schicht mit einzelnen Atomen gewachsen sind.
Sowohl ALD als auch CVD sind Möglichkeiten, eine gasförmige chemische Reaktionsquelle einzuführen, um auf der Substratoberfläche chemisch zu reagieren. Der Unterschied besteht jedoch darin, dass die gasförmige Reaktionsquelle von CVD nicht die Eigenschaft eines selbstlimitierenden Wachstums aufweist. Es ist ersichtlich, dass der Schlüssel zur Entwicklung der ALD-Technologie darin besteht, Vorläufer mit selbstlimitierenden Reaktionseigenschaften zu finden.
2.4 Epitaxieprozess
Unter Epitaxie versteht man den Prozess des Züchtens einer vollständig geordneten Einkristallschicht auf einem Substrat. Im Allgemeinen besteht der Epitaxieprozess darin, eine Kristallschicht mit der gleichen Gitterorientierung wie das ursprüngliche Substrat auf einem Einkristallsubstrat wachsen zu lassen. Epitaxieverfahren werden häufig in der Halbleiterherstellung eingesetzt, beispielsweise bei epitaktischen Siliziumwafern in der Industrie für integrierte Schaltkreise, beim epitaktischen Wachstum von MOS-Transistoren mit eingebetteter Source und Drain, bei epitaktischem Wachstum auf LED-Substraten usw.
Entsprechend den verschiedenen Phasenzuständen der Wachstumsquelle können epitaktische Wachstumsmethoden in Festphasenepitaxie, Flüssigphasenepitaxie und Dampfphasenepitaxie unterteilt werden. Bei der Herstellung integrierter Schaltkreise sind die am häufigsten verwendeten Epitaxiemethoden die Festphasenepitaxie und die Dampfphasenepitaxie.
Festphasenepitaxie: bezieht sich auf das Wachstum einer Einkristallschicht auf einem Substrat unter Verwendung einer festen Quelle. Beispielsweise handelt es sich bei der thermischen Ausheilung nach der Ionenimplantation tatsächlich um einen Festphasenepitaxieprozess. Bei der Ionenimplantation werden die Siliziumatome des Siliziumwafers von hochenergetischen implantierten Ionen bombardiert, verlassen ihre ursprünglichen Gitterpositionen und werden amorph, wodurch eine amorphe Siliziumschicht auf der Oberfläche entsteht. Nach dem thermischen Ausheilen bei hoher Temperatur kehren die amorphen Atome in ihre Gitterpositionen zurück und bleiben im Einklang mit der atomaren Kristallorientierung im Substrat.
Zu den Wachstumsmethoden der Dampfphasenepitaxie gehören die chemische Dampfphasenepitaxie, die Molekularstrahlepitaxie, die Atomschichtepitaxie usw. Bei der Herstellung integrierter Schaltkreise wird die chemische Dampfphasenepitaxie am häufigsten verwendet. Das Prinzip der chemischen Gasphasenepitaxie ist grundsätzlich dasselbe wie das der chemischen Gasphasenabscheidung. Bei beiden handelt es sich um Prozesse, bei denen nach dem Mischen von Gas durch chemische Reaktion auf der Oberfläche von Wafern dünne Filme abgeschieden werden.
Der Unterschied besteht darin, dass bei der chemischen Dampfphasenepitaxie höhere Anforderungen an den Verunreinigungsgehalt der Ausrüstung und die Sauberkeit der Waferoberfläche gestellt werden, da eine Einkristallschicht wächst. Der frühe epitaktische Siliziumprozess in der chemischen Dampfphase muss unter Hochtemperaturbedingungen (über 1000 °C) durchgeführt werden. Mit der Verbesserung der Prozessausrüstung, insbesondere der Einführung der Vakuumaustauschkammertechnologie, wurde die Sauberkeit des Gerätehohlraums und der Oberfläche des Siliziumwafers erheblich verbessert, und die Siliziumepitaxie kann bei einer niedrigeren Temperatur (600–700 °C) durchgeführt werden C). Der epitaktische Siliziumwaferprozess besteht darin, eine Schicht aus einkristallinem Silizium auf der Oberfläche des Siliziumwafers wachsen zu lassen.
Im Vergleich zum ursprünglichen Siliziumsubstrat weist die epitaktische Siliziumschicht eine höhere Reinheit und weniger Gitterdefekte auf, wodurch die Ausbeute bei der Halbleiterfertigung verbessert wird. Darüber hinaus können die Wachstumsdicke und die Dotierungskonzentration der auf dem Siliziumwafer gewachsenen epitaktischen Siliziumschicht flexibel gestaltet werden, was dem Design des Geräts Flexibilität verleiht, z. B. durch Reduzierung des Substratwiderstands und Verbesserung der Substratisolation. Der eingebettete Source-Drain-Epitaxieprozess ist eine Technologie, die in Knoten mit fortschrittlicher Logiktechnologie weit verbreitet ist.
Es bezieht sich auf den Prozess des epitaktischen Wachstums von dotiertem Germanium-Silizium oder Silizium in den Source- und Drain-Bereichen von MOS-Transistoren. Zu den Hauptvorteilen der Einführung des eingebetteten Source-Drain-Epitaxieverfahrens gehören: das Aufwachsen einer pseudokristallinen Schicht, die Spannungen aufgrund der Gitteranpassung enthält, wodurch die Kanalträgermobilität verbessert wird; Durch In-situ-Dotierung von Source und Drain kann der parasitäre Widerstand des Source-Drain-Übergangs verringert und die Defekte der Hochenergie-Ionenimplantation verringert werden.
3. Dünnschichtwachstumsausrüstung
3.1 Vakuumverdampfungsausrüstung
Vakuumverdampfung ist eine Beschichtungsmethode, bei der feste Materialien in einer Vakuumkammer erhitzt werden, damit sie verdampfen, verdampfen oder sublimieren und dann bei einer bestimmten Temperatur kondensieren und sich auf der Oberfläche eines Substratmaterials ablagern.
Normalerweise besteht es aus drei Teilen, nämlich dem Vakuumsystem, dem Verdampfungssystem und dem Heizsystem. Das Vakuumsystem besteht aus Vakuumrohren und Vakuumpumpen und seine Hauptfunktion besteht darin, eine qualifizierte Vakuumumgebung für die Verdampfung bereitzustellen. Das Verdampfungssystem besteht aus einem Verdampfungstisch, einer Heizkomponente und einer Temperaturmesskomponente.
Das zu verdampfende Zielmaterial (z. B. Ag, Al usw.) wird auf den Verdampfungstisch gelegt; Bei der Heiz- und Temperaturmesskomponente handelt es sich um ein geschlossenes System zur Steuerung der Verdampfungstemperatur, um eine reibungslose Verdampfung zu gewährleisten. Das Heizsystem besteht aus einem Wafertisch und einer Heizkomponente. Der Wafertisch wird verwendet, um das Substrat zu platzieren, auf dem der Dünnfilm verdampft werden muss, und die Heizkomponente wird verwendet, um die Erwärmung des Substrats und die Rückkopplungssteuerung der Temperaturmessung zu realisieren.
Die Vakuumumgebung ist eine sehr wichtige Bedingung im Vakuumverdampfungsprozess, die mit der Verdampfungsrate und der Qualität des Films zusammenhängt. Wenn der Vakuumgrad nicht den Anforderungen entspricht, kollidieren die verdampften Atome oder Moleküle häufig mit den Restgasmolekülen, wodurch ihre mittlere freie Weglänge kleiner wird und die Atome oder Moleküle stark streuen, wodurch sich die Bewegungsrichtung ändert und der Film kleiner wird Bildungsrate.
Darüber hinaus ist der abgeschiedene Film aufgrund der Anwesenheit restlicher Verunreinigungsgasmoleküle stark verunreinigt und von schlechter Qualität, insbesondere wenn die Druckanstiegsrate der Kammer nicht dem Standard entspricht und es zu Undichtigkeiten kommt, wodurch Luft in die Vakuumkammer entweicht , was einen gravierenden Einfluss auf die Filmqualität haben wird.
Aufgrund der strukturellen Eigenschaften der Vakuumverdampfungsanlage ist die Gleichmäßigkeit der Beschichtung auf großformatigen Substraten schlecht. Um die Gleichmäßigkeit zu verbessern, wird im Allgemeinen die Methode der Vergrößerung des Abstands zwischen Quelle und Substrat und der Drehung des Substrats angewendet. Eine Vergrößerung des Abstands zwischen Quelle und Substrat führt jedoch zu Einbußen bei der Wachstumsrate und der Reinheit des Films. Gleichzeitig wird durch die Vergrößerung des Vakuumraums der Ausnutzungsgrad des verdampften Materials verringert.
3.2 Ausrüstung für die physikalische Gasphasenabscheidung mit Gleichstrom
Die physikalische Gasphasenabscheidung mit Gleichstrom (DCPVD) wird auch als Kathodenzerstäubung oder zweistufiges Vakuum-DC-Sputtern bezeichnet. Das Targetmaterial des Vakuum-DC-Sputterns wird als Kathode und das Substrat als Anode verwendet. Beim Vakuumsputtern wird durch Ionisierung des Prozessgases ein Plasma erzeugt.
Die geladenen Teilchen im Plasma werden im elektrischen Feld beschleunigt, um eine bestimmte Energiemenge zu erhalten. Die Partikel bombardieren mit ausreichender Energie die Oberfläche des Targetmaterials, sodass die Targetatome herausgesputtert werden; Die gesputterten Atome bewegen sich mit einer bestimmten kinetischen Energie auf das Substrat zu und bilden einen dünnen Film auf der Oberfläche des Substrats. Das zum Sputtern verwendete Gas ist im Allgemeinen ein Edelgas wie Argon (Ar), sodass der durch Sputtern gebildete Film nicht verunreinigt wird. Darüber hinaus eignet sich der Atomradius von Argon besser zum Sputtern.
Die Größe der Sputterpartikel muss nahe an der Größe der zu zerstäubenden Targetatome liegen. Wenn die Partikel zu groß oder zu klein sind, kann kein effektives Sputtern erzeugt werden. Neben dem Größenfaktor des Atoms beeinflusst auch der Massenfaktor des Atoms die Sputterqualität. Wenn die Sputterpartikelquelle zu hell ist, werden die Zielatome nicht gesputtert; Wenn die Sputterpartikel zu schwer sind, wird das Target „verbogen“ und das Target wird nicht gesputtert.
Das beim DCPVD verwendete Targetmaterial muss ein Leiter sein. Denn wenn die Argonionen im Prozessgas das Targetmaterial bombardieren, rekombinieren sie mit den Elektronen auf der Oberfläche des Targetmaterials. Wenn es sich bei dem Zielmaterial um einen Leiter, beispielsweise ein Metall, handelt, werden die durch diese Rekombination verbrauchten Elektronen leichter durch die Stromversorgung und die freien Elektronen in anderen Teilen des Zielmaterials durch elektrische Leitung wieder aufgefüllt, sodass die Oberfläche des Zielmaterials als Das Ganze bleibt negativ geladen und das Sputtern bleibt bestehen.
Wenn das Zielmaterial dagegen ein Isolator ist, können nach der Rekombination der Elektronen auf der Oberfläche des Zielmaterials die freien Elektronen in anderen Teilen des Zielmaterials nicht durch elektrische Leitung wieder aufgefüllt werden, und es sammeln sich sogar positive Ladungen an Oberfläche des Targetmaterials, wodurch das Targetmaterialpotential ansteigt und die negative Ladung des Targetmaterials geschwächt wird, bis sie verschwindet, was schließlich zum Abbruch des Sputterns führt.
Um Isoliermaterialien auch für das Sputtern nutzbar zu machen, ist es daher notwendig, ein anderes Sputterverfahren zu finden. Beim Hochfrequenzsputtern handelt es sich um ein Sputterverfahren, das sowohl für leitende als auch für nicht leitende Ziele geeignet ist.
Ein weiterer Nachteil von DCPVD besteht darin, dass die Zündspannung hoch ist und der Elektronenbeschuss auf das Substrat stark ist. Ein wirksamer Weg, dieses Problem zu lösen, ist die Verwendung von Magnetronsputtern, sodass Magnetronsputtern im Bereich integrierter Schaltkreise wirklich von praktischem Wert ist.
3.3 RF-Physical-Vapor-Deposition-Geräte
Die physikalische Gasphasenabscheidung mit Radiofrequenz (RFPVD) nutzt Hochfrequenzenergie als Anregungsquelle und ist ein PVD-Verfahren, das für eine Vielzahl von metallischen und nichtmetallischen Materialien geeignet ist.
Die üblichen Frequenzen der bei RFPVD verwendeten HF-Stromversorgung sind 13,56 MHz, 20 MHz und 60 MHz. Die positiven und negativen Zyklen der HF-Stromversorgung erscheinen abwechselnd. Wenn sich das PVD-Target im positiven Halbzyklus befindet, fließen die Elektronen in der Prozessatmosphäre zur Targetoberfläche, um die auf der Oberfläche angesammelte positive Ladung zu neutralisieren, da die Targetoberfläche ein positives Potenzial aufweist, und sammeln sogar weiterhin Elektronen an. seine Oberfläche negativ voreingenommen machen; Wenn sich das Sputtertarget im negativen Halbzyklus befindet, bewegen sich die positiven Ionen in Richtung des Targets und werden auf der Targetoberfläche teilweise neutralisiert.
Das Wichtigste ist, dass die Bewegungsgeschwindigkeit von Elektronen im elektrischen HF-Feld viel schneller ist als die von positiven Ionen, während die Zeit der positiven und negativen Halbzyklen gleich ist, sodass nach einem vollständigen Zyklus die Zieloberfläche unverändert bleibt „netto“ negativ geladen. Daher zeigt die negative Ladung der Zieloberfläche in den ersten Zyklen einen zunehmenden Trend; danach erreicht die Zieloberfläche ein stabiles negatives Potential; Da die negative Ladung des Targets eine abstoßende Wirkung auf Elektronen hat, tendiert die Menge der von der Targetelektrode empfangenen positiven und negativen Ladungen dazu, sich auszugleichen, und das Target weist eine stabile negative Ladung auf.
Aus dem obigen Prozess ist ersichtlich, dass der Prozess der Bildung negativer Spannung nichts mit den Eigenschaften des Targetmaterials selbst zu tun hat, sodass das RFPVD-Verfahren nicht nur das Problem des Sputterns isolierender Targets lösen kann, sondern auch gut kompatibel ist mit herkömmlichen Metallleiterzielen.
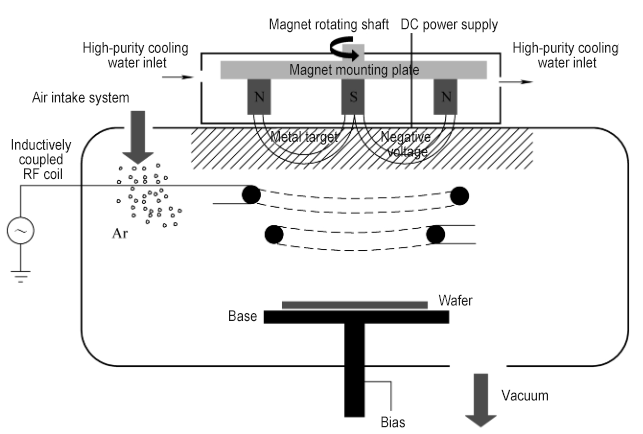
3.4 Magnetron-Sputter-Ausrüstung
Magnetronsputtern ist ein PVD-Verfahren, bei dem Magnete auf der Rückseite des Targets angebracht werden. Die hinzugefügten Magnete und das Gleichstromversorgungssystem (oder Wechselstromversorgungssystem) bilden eine Magnetron-Sputterquelle. Die Sputterquelle wird verwendet, um ein interaktives elektromagnetisches Feld in der Kammer zu erzeugen, den Bewegungsbereich der Elektronen im Plasma innerhalb der Kammer einzufangen und zu begrenzen, den Bewegungsweg der Elektronen zu erweitern und so die Konzentration des Plasmas zu erhöhen und letztendlich mehr zu erreichen Ablagerung.
Da außerdem mehr Elektronen in der Nähe der Oberfläche des Targets gebunden werden, wird die Bombardierung des Substrats durch Elektronen verringert und die Temperatur des Substrats verringert. Im Vergleich zur Flachplatten-DCPVD-Technologie besteht eines der offensichtlichsten Merkmale der Magnetron-Physical-Vapour-Deposition-Technologie darin, dass die Zündentladungsspannung niedriger und stabiler ist.
Aufgrund seiner höheren Plasmakonzentration und größeren Sputterausbeute kann es eine hervorragende Abscheidungseffizienz, eine Kontrolle der Abscheidungsdicke in einem großen Größenbereich, eine präzise Kontrolle der Zusammensetzung und eine niedrigere Zündspannung erreichen. Daher nimmt das Magnetronsputtern bei der aktuellen Metallfilm-PVD eine dominierende Stellung ein. Das einfachste Design einer Magnetron-Sputterquelle besteht darin, eine Gruppe von Magneten auf der Rückseite des flachen Targets (außerhalb des Vakuumsystems) zu platzieren, um in einem lokalen Bereich der Targetoberfläche ein Magnetfeld parallel zur Targetoberfläche zu erzeugen.
Wenn ein Permanentmagnet platziert wird, ist sein Magnetfeld relativ fest, was zu einer relativ festen Magnetfeldverteilung auf der Zieloberfläche in der Kammer führt. Es werden nur Materialien in bestimmten Bereichen des Targets gesputtert, die Targetauslastung ist gering und die Gleichmäßigkeit des vorbereiteten Films ist schlecht.
Es besteht eine gewisse Wahrscheinlichkeit, dass sich die zerstäubten Metall- oder anderen Materialpartikel wieder auf der Targetoberfläche ablagern, wodurch sie zu Partikeln aggregieren und eine Defektverunreinigung bilden. Daher verwenden kommerzielle Magnetron-Sputterquellen meist ein rotierendes Magnetdesign, um die Gleichmäßigkeit des Films, die Target-Nutzungsrate und die vollständige Target-Sputterung zu verbessern.
Es ist entscheidend, diese drei Faktoren auszubalancieren. Wenn das Gleichgewicht nicht richtig gehandhabt wird, kann dies zu einer guten Gleichmäßigkeit des Films führen und gleichzeitig die Target-Nutzungsrate erheblich verringern (die Lebensdauer des Targets wird verkürzt), oder es kann nicht zu einem vollständigen Target-Sputtern oder einer vollständigen Target-Korrosion kommen, was zu Partikelproblemen während des Sputterns führt Verfahren.
Bei der Magnetron-PVD-Technologie müssen der rotierende Magnetbewegungsmechanismus, die Targetform, das Targetkühlsystem und die Magnetron-Sputterquelle sowie die funktionale Konfiguration der Basis, die den Wafer trägt, wie Waferadsorption und Temperaturkontrolle, berücksichtigt werden. Beim PVD-Prozess wird die Temperatur des Wafers kontrolliert, um die erforderliche Kristallstruktur, Korngröße und -orientierung sowie die Stabilität der Leistung zu erreichen.
Da die Wärmeleitung zwischen der Rückseite des Wafers und der Oberfläche der Basis einen gewissen Druck erfordert, meist in der Größenordnung von mehreren Torr, und der Arbeitsdruck der Kammer meist in der Größenordnung von mehreren mTorr liegt, ist der Druck auf die Rückseite Der Druck auf den Wafer ist viel größer als der Druck auf die Oberseite des Wafers, daher ist eine mechanische Spannvorrichtung oder eine elektrostatische Spannvorrichtung erforderlich, um den Wafer zu positionieren und zu begrenzen.
Um diese Funktion zu erfüllen, ist das mechanische Spannfutter auf sein Eigengewicht und die Kante des Wafers angewiesen. Obwohl es die Vorteile einer einfachen Struktur und Unempfindlichkeit gegenüber dem Material des Wafers bietet, ist der Kanteneffekt des Wafers offensichtlich, was einer strengen Partikelkontrolle nicht förderlich ist. Daher wurde es im IC-Herstellungsprozess nach und nach durch eine elektrostatische Halterung ersetzt.
Für Prozesse, die nicht besonders temperaturempfindlich sind, kann auch ein nicht adsorbierendes, kantenkontaktfreies Regalverfahren (kein Druckunterschied zwischen der Ober- und Unterseite des Wafers) verwendet werden. Beim PVD-Verfahren werden die Kammerauskleidung und die Oberfläche der mit dem Plasma in Berührung kommenden Teile abgeschieden und abgedeckt. Wenn die Dicke des abgeschiedenen Films den Grenzwert überschreitet, reißt der Film und löst sich ab, was zu Partikelproblemen führt.
Daher ist die Oberflächenbehandlung von Teilen wie der Auskleidung der Schlüssel zur Ausweitung dieser Grenze. Oberflächensandstrahlen und Aluminiumspritzen sind zwei häufig verwendete Methoden, deren Zweck darin besteht, die Oberflächenrauheit zu erhöhen und so die Bindung zwischen der Folie und der Auskleidungsoberfläche zu stärken.
3.5 Geräte zur physikalischen Gasphasenabscheidung durch Ionisation
Mit der kontinuierlichen Weiterentwicklung der Mikroelektroniktechnologie werden die Strukturgrößen immer kleiner. Da die PVD-Technologie die Ablagerungsrichtung von Partikeln nicht steuern kann, ist die Fähigkeit von PVD, durch Löcher und schmale Kanäle mit hohen Aspektverhältnissen einzudringen, begrenzt, was die erweiterte Anwendung der traditionellen PVD-Technologie immer schwieriger macht. Beim PVD-Verfahren nimmt die Bedeckung am Boden mit zunehmendem Seitenverhältnis der Porenrille ab, wodurch an der oberen Ecke eine traufartige überhängende Struktur entsteht und an der unteren Ecke die schwächste Bedeckung entsteht.
Um dieses Problem zu lösen, wurde die Technologie der ionisierten physikalischen Gasphasenabscheidung entwickelt. Zunächst werden die vom Target gesputterten Metallatome auf unterschiedliche Weise plasmatisiert und dann die auf den Wafer angelegte Vorspannung angepasst, um die Richtung und Energie der Metallionen zu steuern und so einen stabilen gerichteten Metallionenfluss zur Herstellung eines dünnen Films zu erhalten und so eine Verbesserung zu erreichen die Abdeckung der Unterseite der Stufen mit hohem Seitenverhältnis durch Löcher und schmale Kanäle.
Das typische Merkmal der ionisierten Metallplasma-Technologie ist die Hinzufügung einer Hochfrequenzspule in der Kammer. Während des Prozesses wird der Arbeitsdruck der Kammer auf einem relativ hohen Niveau gehalten (das 5- bis 10-fache des normalen Arbeitsdrucks). Bei der PVD wird die Hochfrequenzspule zur Erzeugung des zweiten Plasmabereichs verwendet, in dem die Argonplasmakonzentration mit zunehmender Hochfrequenzleistung und Gasdruck zunimmt. Wenn die vom Target zerstäubten Metallatome diesen Bereich passieren, interagieren sie mit dem hochdichten Argonplasma und bilden Metallionen.
Durch Anlegen einer HF-Quelle am Waferträger (z. B. einer elektrostatischen Spannvorrichtung) kann die negative Vorspannung am Wafer erhöht werden, um positive Metallionen an den Boden der Porenrille zu ziehen. Dieser gerichtete Metallionenfluss senkrecht zur Waferoberfläche verbessert die Stufenbodenabdeckung von Poren mit hohem Aspektverhältnis und schmalen Kanälen.
Die an den Wafer angelegte negative Vorspannung führt auch dazu, dass Ionen die Waferoberfläche bombardieren (umgekehrtes Sputtern), wodurch die überhängende Struktur der Porenrillenmündung geschwächt wird und der am Boden abgelagerte Film auf die Seitenwände an den Ecken des Porenbodens gesputtert wird Nut, wodurch die Stufenabdeckung an den Ecken verbessert wird.
3.6 Geräte zur chemischen Gasphasenabscheidung bei atmosphärischem Druck
Geräte zur chemischen Gasphasenabscheidung bei Atmosphärendruck (APCVD) beziehen sich auf ein Gerät, das eine gasförmige Reaktionsquelle mit konstanter Geschwindigkeit auf die Oberfläche eines erhitzten festen Substrats in einer Umgebung mit einem Druck nahe dem Atmosphärendruck sprüht, wodurch die Reaktionsquelle chemisch reagiert die Substratoberfläche, und das Reaktionsprodukt wird auf der Substratoberfläche abgeschieden, um einen dünnen Film zu bilden.
APCVD-Geräte sind die frühesten CVD-Geräte und werden immer noch häufig in der industriellen Produktion und wissenschaftlichen Forschung eingesetzt. Mit APCVD-Geräten können dünne Filme wie einkristallines Silizium, polykristallines Silizium, Siliziumdioxid, Zinkoxid, Titandioxid, Phosphorsilikatglas und Borphosphorsilikatglas hergestellt werden.
3.7 Ausrüstung zur chemischen Gasphasenabscheidung bei niedrigem Druck
Geräte zur chemischen Gasphasenabscheidung bei niedrigem Druck (LPCVD) beziehen sich auf Geräte, die gasförmige Rohstoffe verwenden, um auf der Oberfläche eines festen Substrats in einer erhitzten (350–1100 °C) und Niederdruckumgebung (10–100 mTorr) chemisch zu reagieren Die Reaktanten werden auf der Substratoberfläche abgeschieden und bilden einen dünnen Film. LPCVD-Geräte werden auf der Grundlage von APCVD entwickelt, um die Qualität dünner Filme zu verbessern, die Gleichmäßigkeit der Verteilung charakteristischer Parameter wie Filmdicke und spezifischer Widerstand zu verbessern und die Produktionseffizienz zu verbessern.
Sein Hauptmerkmal besteht darin, dass das Prozessgas in einer Niederdruck-Wärmefeldumgebung chemisch auf der Oberfläche des Wafersubstrats reagiert und die Reaktionsprodukte auf der Substratoberfläche abgeschieden werden, um einen dünnen Film zu bilden. LPCVD-Geräte bieten Vorteile bei der Herstellung hochwertiger Dünnschichten und können zur Herstellung dünner Schichten wie Siliziumoxid, Siliziumnitrid, Polysilizium, Siliziumkarbid, Galliumnitrid und Graphen verwendet werden.
Im Vergleich zu APCVD erhöht die Niederdruck-Reaktionsumgebung von LPCVD-Geräten die mittlere freie Weglänge und den Diffusionskoeffizienten des Gases in der Reaktionskammer.
Die Reaktionsgas- und Trägergasmoleküle in der Reaktionskammer können in kurzer Zeit gleichmäßig verteilt werden, wodurch die Gleichmäßigkeit der Filmdicke, die Gleichmäßigkeit des spezifischen Widerstands und die Stufenabdeckung des Films erheblich verbessert werden, und der Verbrauch an Reaktionsgas ist ebenfalls gering. Darüber hinaus beschleunigt die Niederdruckumgebung auch die Übertragungsgeschwindigkeit gasförmiger Substanzen. Verunreinigungen und Reaktionsnebenprodukte, die aus dem Substrat diffundieren, können durch die Grenzschicht schnell aus der Reaktionszone entfernt werden, und das Reaktionsgas strömt schnell durch die Grenzschicht, um die Substratoberfläche zur Reaktion zu erreichen, wodurch die Selbstdotierung wirksam unterdrückt und vorbereitet wird hochwertige Filme mit steilen Übergangszonen sowie eine Verbesserung der Produktionseffizienz.
3.8 Ausrüstung zur plasmaunterstützten chemischen Gasphasenabscheidung
Die plasmaunterstützte chemische Gasphasenabscheidung (PECVD) ist eine weit verbreitete MethodeHin-Film-Abscheidungstechnologie. Während des Plasmaprozesses wird der gasförmige Vorläufer unter der Wirkung des Plasmas ionisiert, um angeregte aktive Gruppen zu bilden, die zur Substratoberfläche diffundieren und dann chemische Reaktionen eingehen, um das Filmwachstum abzuschließen.
Je nach Häufigkeit der Plasmaerzeugung kann das beim PECVD verwendete Plasma in zwei Typen unterteilt werden: Hochfrequenzplasma (RF-Plasma) und Mikrowellenplasma (Mikrowellenplasma). Derzeit beträgt die in der Industrie verwendete Funkfrequenz im Allgemeinen 13,56 MHz.
Die Einführung von Hochfrequenzplasma wird üblicherweise in zwei Arten unterteilt: kapazitive Kopplung (CCP) und induktive Kopplung (ICP). Bei der kapazitiven Kopplungsmethode handelt es sich üblicherweise um eine direkte Plasmareaktionsmethode; während das induktive Kopplungsverfahren ein Direktplasmaverfahren oder ein Fernplasmaverfahren sein kann.
In Halbleiterfertigungsprozessen wird PECVD häufig verwendet, um dünne Filme auf Substraten wachsen zu lassen, die Metalle oder andere temperaturempfindliche Strukturen enthalten. Da beispielsweise im Bereich der Back-End-Metallverbindungen integrierter Schaltkreise die Source-, Gate- und Drain-Strukturen des Geräts im Front-End-Prozess gebildet wurden, kommt es im Bereich der Metallverbindungen zum Wachstum dünner Filme Es unterliegt sehr strengen thermischen Budgetvorgaben und wird daher in der Regel mit Plasmaunterstützung durchgeführt. Durch Anpassen der Plasmaprozessparameter können Dichte, chemische Zusammensetzung, Verunreinigungsgehalt, mechanische Zähigkeit und Spannungsparameter des durch PECVD erzeugten Dünnfilms innerhalb eines bestimmten Bereichs angepasst und optimiert werden.
3.9 Ausrüstung zur Atomlagenabscheidung
Atomic Layer Deposition (ALD) ist eine Dünnfilm-Abscheidungstechnologie, die periodisch in Form einer quasi-monoatomaren Schicht wächst. Seine Besonderheit besteht darin, dass die Dicke des abgeschiedenen Films durch die Steuerung der Anzahl der Wachstumszyklen präzise eingestellt werden kann. Anders als beim chemischen Gasphasenabscheidungsverfahren (CVD) passieren die zwei (oder mehr) Vorläufer beim ALD-Verfahren abwechselnd die Substratoberfläche und werden durch die Spülung mit Edelgas effektiv isoliert.
Die beiden Vorläufer vermischen sich nicht und treffen in der Gasphase nicht zusammen, um chemisch zu reagieren, sondern reagieren nur durch chemische Adsorption auf der Substratoberfläche. In jedem ALD-Zyklus hängt die Menge des auf der Substratoberfläche adsorbierten Vorläufers von der Dichte der aktiven Gruppen auf der Substratoberfläche ab. Wenn die reaktiven Gruppen auf der Substratoberfläche erschöpft sind, findet keine chemische Adsorption auf der Substratoberfläche statt, selbst wenn ein Überschuss an Vorläufer eingeführt wird.
Dieser Reaktionsprozess wird als selbstlimitierende Oberflächenreaktion bezeichnet. Durch diesen Prozessmechanismus bleibt die Dicke des in jedem Zyklus des ALD-Prozesses gewachsenen Films konstant, sodass der ALD-Prozess die Vorteile einer präzisen Dickensteuerung und einer guten Filmstufenabdeckung bietet.
3.10 Ausrüstung für die Molekularstrahlepitaxie
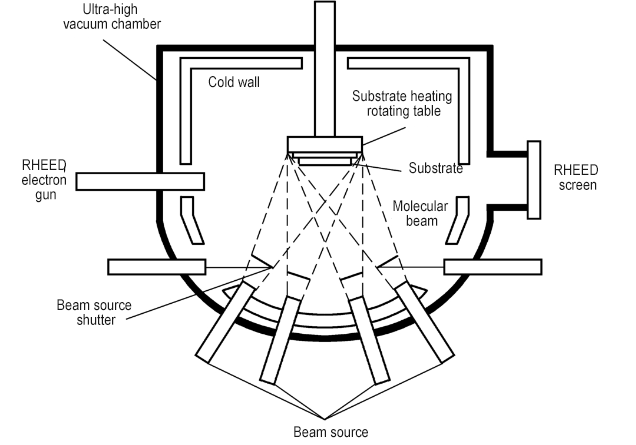
Das Molekularstrahlepitaxiesystem (MBE) bezieht sich auf ein Epitaxiegerät, das einen oder mehrere Atomstrahlen oder Molekularstrahlen mit thermischer Energie nutzt, um unter Ultrahochvakuumbedingungen mit einer bestimmten Geschwindigkeit auf die erhitzte Substratoberfläche zu sprühen und auf der Substratoberfläche zu adsorbieren und zu wandern um einkristalline Dünnfilme entlang der Kristallachsenrichtung des Substratmaterials epitaktisch wachsen zu lassen. Im Allgemeinen erzeugt die Strahlquelle unter der Bedingung der Erwärmung durch einen Strahlofen mit Hitzeschild einen Atomstrahl oder einen Molekularstrahl, und der Film wächst Schicht für Schicht entlang der Kristallachsenrichtung des Substratmaterials.
Seine Eigenschaften sind eine niedrige epitaktische Wachstumstemperatur und die Dicke, Grenzfläche, chemische Zusammensetzung und Verunreinigungskonzentration können auf atomarer Ebene präzise gesteuert werden. Obwohl MBE seinen Ursprung in der Herstellung von ultradünnen Einkristallfilmen aus Halbleitern hat, hat sich seine Anwendung inzwischen auf eine Vielzahl von Materialsystemen wie Metallen und isolierenden Dielektrika ausgeweitet und kann III-V, II-VI, Silizium, Siliziumgermanium (SiGe) herstellen ), Graphen, Oxide und organische Filme.
Das Molekularstrahlepitaxiesystem (MBE) besteht hauptsächlich aus einem Ultrahochvakuumsystem, einer Molekularstrahlquelle, einem Substratfixierungs- und Heizsystem, einem Probentransfersystem, einem In-situ-Überwachungssystem, einem Steuerungssystem und einem Test System.
Das Vakuumsystem umfasst Vakuumpumpen (mechanische Pumpen, Molekularpumpen, Ionenpumpen und Kondensationspumpen usw.) und verschiedene Ventile, die eine Ultrahochvakuum-Wachstumsumgebung schaffen können. Der im Allgemeinen erreichbare Vakuumgrad beträgt 10-8 bis 10-11 Torr. Das Vakuumsystem verfügt im Wesentlichen über drei Vakuumarbeitskammern, nämlich die Probeninjektionskammer, die Vorbehandlungs- und Oberflächenanalysekammer und die Wachstumskammer.
Die Probeninjektionskammer wird verwendet, um Proben an die Außenwelt zu übertragen, um die Hochvakuumbedingungen anderer Kammern sicherzustellen; Die Vorbehandlungs- und Oberflächenanalysekammer verbindet die Probeninjektionskammer und die Wachstumskammer. Ihre Hauptfunktion besteht darin, die Probe vorzubehandeln (Hochtemperaturentgasung, um die vollständige Sauberkeit der Substratoberfläche sicherzustellen) und eine vorläufige Oberflächenanalyse durchzuführen gereinigte Probe; Die Wachstumskammer ist der Kernbestandteil des MBE-Systems und besteht im Wesentlichen aus einem Quellenofen und der entsprechenden Verschlussbaugruppe, einer Probenkontrollkonsole, einem Kühlsystem, einer Reflexions-Hochenergie-Elektronenbeugung (RHEED) und einem In-situ-Überwachungssystem . Einige Produktions-MBE-Geräte verfügen über mehrere Wachstumskammerkonfigurationen. Das schematische Diagramm der MBE-Gerätestruktur ist unten dargestellt:
MBE aus Siliziummaterial verwendet hochreines Silizium als Rohmaterial, wächst unter Ultrahochvakuumbedingungen (10-10~10-11 Torr) und die Wachstumstemperatur beträgt 600~900℃, mit Ga (P-Typ) und Sb ( N-Typ) als Dotierungsquellen. Häufig verwendete Dotierungsquellen wie P, As und B werden selten als Strahlquellen verwendet, da sie schwer zu verdampfen sind.
Die Reaktionskammer von MBE verfügt über eine Ultrahochvakuumumgebung, die die mittlere freie Weglänge der Moleküle erhöht und Kontamination und Oxidation auf der Oberfläche des wachsenden Materials reduziert. Das hergestellte Epitaxiematerial weist eine gute Oberflächenmorphologie und Gleichmäßigkeit auf und kann zu einer Mehrschichtstruktur mit unterschiedlicher Dotierung oder unterschiedlichen Materialkomponenten verarbeitet werden.
Die MBE-Technologie ermöglicht das wiederholte Wachstum ultradünner Epitaxieschichten mit der Dicke einer einzelnen Atomschicht, und die Grenzfläche zwischen den Epitaxieschichten ist steil. Es fördert das Wachstum von III-V-Halbleitern und anderen heterogenen Mehrkomponentenmaterialien. Derzeit ist das MBE-System zu einer fortschrittlichen Prozessausrüstung für die Herstellung einer neuen Generation von Mikrowellengeräten und optoelektronischen Geräten geworden. Die Nachteile der MBE-Technologie sind eine langsame Filmwachstumsrate, hohe Vakuumanforderungen sowie hohe Kosten für Ausrüstung und Gerätenutzung.
3.11 Dampfphasenepitaxiesystem
Das System der Dampfphasenepitaxie (VPE) bezieht sich auf eine epitaktische Wachstumsvorrichtung, die gasförmige Verbindungen zu einem Substrat transportiert und durch chemische Reaktionen eine einkristalline Materialschicht mit der gleichen Gitteranordnung wie das Substrat erhält. Die Epitaxieschicht kann eine Homoepitaxieschicht (Si/Si) oder eine Heteroepitaxieschicht (SiGe/Si, SiC/Si, GaN/Al2O3 usw.) sein. Derzeit wird die VPE-Technologie in großem Umfang in den Bereichen Nanomaterialvorbereitung, Leistungsgeräte, optoelektronische Halbleitergeräte, Solarphotovoltaik und integrierte Schaltkreise eingesetzt.
Typische VPE umfassen Atmosphärendruckepitaxie und Unterdruckepitaxie, chemische Gasphasenabscheidung im Ultrahochvakuum, metallorganische chemische Gasphasenabscheidung usw. Die wichtigsten Punkte in der VPE-Technologie sind Reaktionskammerdesign, Gasströmungsmodus und -gleichmäßigkeit, Temperaturgleichmäßigkeit und Präzisionssteuerung. Druckkontrolle und -stabilität, Partikel- und Defektkontrolle usw.
Derzeit liegt die Entwicklungsrichtung gängiger kommerzieller VPE-Systeme in der Beladung großer Wafer, der vollautomatischen Steuerung und der Echtzeitüberwachung von Temperatur und Wachstumsprozess. VPE-Systeme haben drei Strukturen: vertikal, horizontal und zylindrisch. Zu den Heizmethoden gehören Widerstandserwärmung, Hochfrequenz-Induktionserwärmung und Infrarotstrahlungserwärmung.
Derzeit verwenden VPE-Systeme meist horizontale Scheibenstrukturen, die sich durch eine gute Gleichmäßigkeit des epitaktischen Filmwachstums und eine große Waferbelastung auszeichnen. VPE-Systeme bestehen normalerweise aus vier Teilen: Reaktor, Heizsystem, Gaswegsystem und Steuersystem. Da die Wachstumszeit epitaktischer GaAs- und GaN-Filme relativ lang ist, werden meist Induktionserwärmung und Widerstandserwärmung verwendet. Bei Silizium-VPE wird für das Wachstum dicker epitaktischer Filme meist Induktionserwärmung verwendet; Das Wachstum dünner epitaktischer Filme nutzt meist Infrarotheizung, um den Zweck eines schnellen Temperaturanstiegs/-abfalls zu erreichen.
3.12 Flüssigphasen-Epitaxiesystem
Das Flüssigphasenepitaxiesystem (LPE) bezieht sich auf die epitaktische Wachstumsausrüstung, die das zu züchtende Material (wie Si, Ga, As, Al usw.) und Dotierstoffe (wie Zn, Te, Sn usw.) in einem auflöst Metall mit einem niedrigeren Schmelzpunkt (wie Ga, In usw.), so dass der gelöste Stoff im Lösungsmittel gesättigt oder übersättigt ist, und dann wird das Einkristallsubstrat mit der Lösung in Kontakt gebracht und der gelöste Stoff wird ausgefällt Aus dem Lösungsmittel wird durch allmähliches Abkühlen eine Schicht aus Kristallmaterial mit einer Kristallstruktur und einer Gitterkonstante ähnlich der des Substrats auf der Oberfläche des Substrats gezüchtet.
Die LPE-Methode wurde von Nelson et al. vorgeschlagen. im Jahr 1963. Es wird zum Züchten von Si-Dünnfilmen und Einkristallmaterialien sowie von Halbleitermaterialien wie III-IV-Gruppen und Quecksilber-Cadmiumtellurid verwendet und kann zur Herstellung verschiedener optoelektronischer Geräte, Mikrowellengeräte, Halbleitergeräte und Solarzellen verwendet werden .
———————————————————————————————————————————————— ———————————-
Semicera kann Ihnen helfenGraphitteile, weicher/steifer Filz, Teile aus Siliziumkarbid, CVD-Siliziumkarbidteile, UndSiC/TaC-beschichtete Teilemit in 30 Tagen.
Wenn Sie an den oben genannten Halbleiterprodukten interessiert sind,Bitte zögern Sie nicht, uns beim ersten Mal zu kontaktieren.
Tel: +86-13373889683
WhatsApp: +86-15957878134
Email: sales01@semi-cera.com
Zeitpunkt der Veröffentlichung: 31. August 2024