In der Halbleiterfertigung gibt es eine Technik namens „Ätzen“, die während der Bearbeitung eines Substrats oder eines auf dem Substrat gebildeten dünnen Films erfolgt. Die Entwicklung der Ätztechnologie hat dazu beigetragen, die Vorhersage des Intel-Gründers Gordon Moore aus dem Jahr 1965 zu verwirklichen, dass „sich die Integrationsdichte von Transistoren in 1,5 bis 2 Jahren verdoppeln wird“ (allgemein bekannt als „Moores Gesetz“).
Das Ätzen ist kein „additiver“ Prozess wie Abscheiden oder Kleben, sondern ein „subtraktiver“ Prozess. Darüber hinaus wird es entsprechend den unterschiedlichen Schabemethoden in zwei Kategorien unterteilt, nämlich „Nassätzen“ und „Trockenätzen“. Vereinfacht ausgedrückt handelt es sich bei Ersterem um eine Schmelzmethode und bei Letzterem um eine Grabmethode.
In diesem Artikel erklären wir kurz die Eigenschaften und Unterschiede der einzelnen Ätztechnologien, Nassätzen und Trockenätzen, sowie die Anwendungsbereiche, für die sie jeweils geeignet sind.
Überblick über den Ätzprozess
Die Ätztechnik soll Mitte des 15. Jahrhunderts in Europa entstanden sein. Damals wurde Säure in eine gravierte Kupferplatte gegossen, um das blanke Kupfer zu korrodieren und so ein Tiefdruckbild zu bilden. Oberflächenbehandlungstechniken, die die Auswirkungen von Korrosion ausnutzen, werden allgemein als „Ätzen“ bezeichnet.
Der Zweck des Ätzprozesses in der Halbleiterfertigung besteht darin, das Substrat oder den Film auf dem Substrat gemäß der Zeichnung zu schneiden. Durch Wiederholung der vorbereitenden Schritte Filmbildung, Fotolithographie und Ätzen wird die flächige Struktur zu einer dreidimensionalen Struktur verarbeitet.
Der Unterschied zwischen Nassätzen und Trockenätzen
Nach dem Fotolithographieprozess wird das freigelegte Substrat in einem Ätzprozess nass oder trocken geätzt.
Beim Nassätzen wird die Oberfläche mit einer Lösung geätzt und abgekratzt. Obwohl diese Methode schnell und kostengünstig verarbeitet werden kann, besteht der Nachteil darin, dass die Verarbeitungsgenauigkeit etwas geringer ist. Daher wurde das Trockenätzen um 1970 geboren. Beim Trockenätzen wird keine Lösung verwendet, sondern Gas, das auf die Substratoberfläche trifft und diese zerkratzt, was sich durch eine hohe Verarbeitungsgenauigkeit auszeichnet.
„Isotropie“ und „Anisotropie“
Bei der Einführung des Unterschieds zwischen Nassätzen und Trockenätzen sind die wesentlichen Begriffe „isotrop“ und „anisotrop“. Isotropie bedeutet, dass sich die physikalischen Eigenschaften von Materie und Raum nicht mit der Richtung ändern, und Anisotropie bedeutet, dass die physikalischen Eigenschaften von Materie und Raum mit der Richtung variieren.
Isotropes Ätzen bedeutet, dass die Ätzung um einen bestimmten Punkt herum im gleichen Ausmaß fortschreitet, und anisotropes Ätzen bedeutet, dass die Ätzung um einen bestimmten Punkt herum in unterschiedlichen Richtungen fortschreitet. Beispielsweise wird beim Ätzen während der Halbleiterherstellung häufig das anisotrope Ätzen gewählt, sodass nur die Zielrichtung abgekratzt wird, während andere Richtungen intakt bleiben.
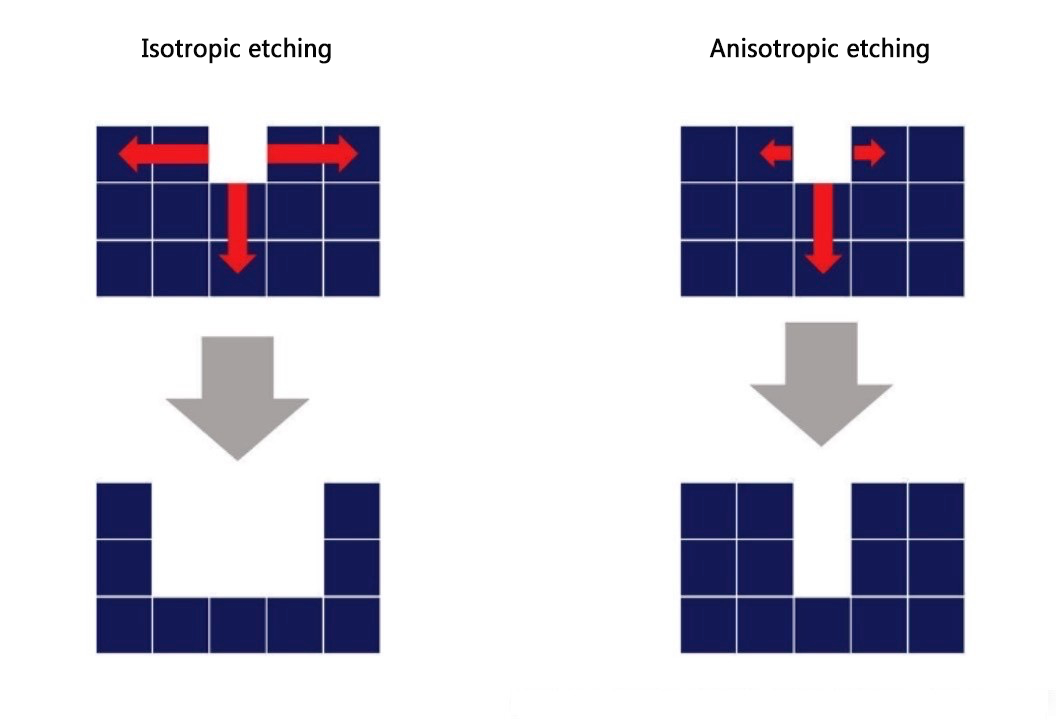 Bilder von „Isotropes Ätzen“ und „Anisotropes Ätzen“
Bilder von „Isotropes Ätzen“ und „Anisotropes Ätzen“
Nassätzen mit Chemikalien.
Beim Nassätzen kommt es zu einer chemischen Reaktion zwischen einer Chemikalie und einem Substrat. Mit dieser Methode ist ein anisotropes Ätzen nicht unmöglich, aber deutlich schwieriger als das isotrope Ätzen. Es gibt viele Einschränkungen hinsichtlich der Kombination von Lösungen und Materialien, und Bedingungen wie Substrattemperatur, Lösungskonzentration und Zugabemenge müssen streng kontrolliert werden.
Unabhängig davon, wie fein die Bedingungen eingestellt sind, ist es beim Nassätzen schwierig, eine Feinbearbeitung unter 1 μm zu erreichen. Ein Grund dafür ist die Notwendigkeit, die seitliche Ätzung zu kontrollieren.
Undercutting ist ein Phänomen, das auch als Undercutting bezeichnet wird. Selbst wenn man hofft, dass das Material durch Nassätzen nur in vertikaler Richtung (Tiefenrichtung) aufgelöst wird, ist es unmöglich, vollständig zu verhindern, dass die Lösung auf die Seiten trifft, sodass die Auflösung des Materials zwangsläufig in paralleler Richtung voranschreiten wird . Aufgrund dieses Phänomens entstehen beim Nassätzen zufällig Abschnitte, die schmaler als die Zielbreite sind. Auf diese Weise ist bei der Verarbeitung von Produkten, die eine präzise Stromsteuerung erfordern, die Reproduzierbarkeit gering und die Genauigkeit unzuverlässig.
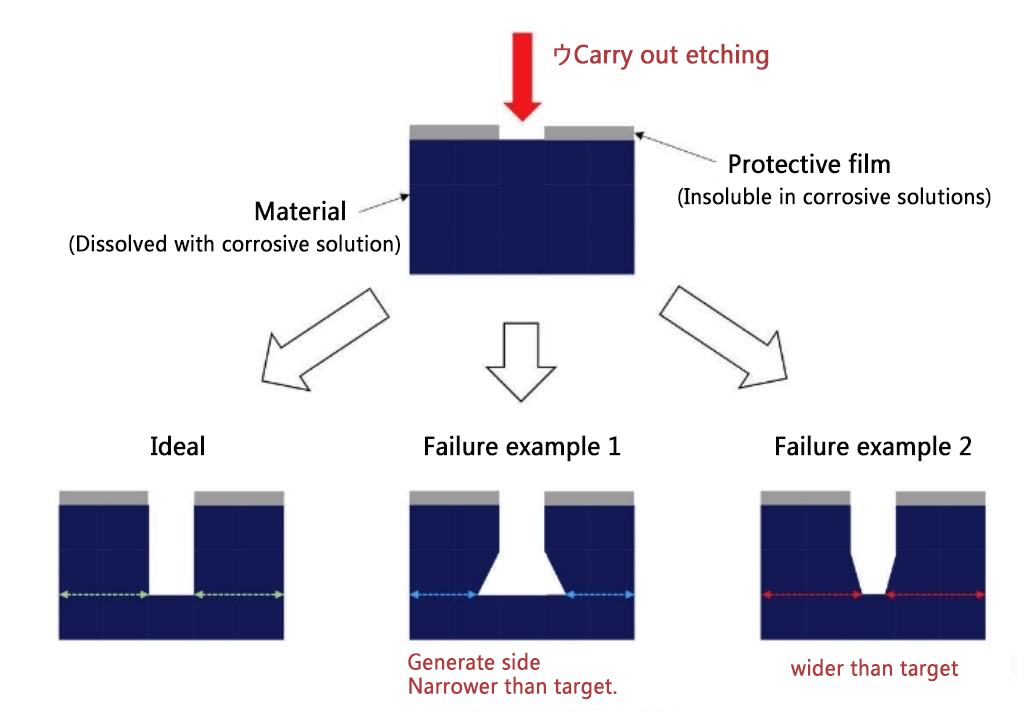 Beispiele für mögliche Fehler beim Nassätzen
Beispiele für mögliche Fehler beim Nassätzen
Warum Trockenätzen für die Mikrobearbeitung geeignet ist
Beschreibung des Standes der Technik Trockenätzen, das für anisotropes Ätzen geeignet ist, wird in Halbleiterherstellungsprozessen verwendet, die eine hochpräzise Verarbeitung erfordern. Trockenätzen wird oft als reaktives Ionenätzen (RIE) bezeichnet, was im weitesten Sinne auch Plasmaätzen und Sputterätzen umfassen kann, aber dieser Artikel konzentriert sich auf RIE.
Um zu erklären, warum das anisotrope Ätzen beim Trockenätzen einfacher ist, werfen wir einen genaueren Blick auf den RIE-Prozess. Es ist leicht zu verstehen, wenn man den Prozess des Trockenätzens und Abkratzens des Substrats in zwei Arten unterteilt: „chemisches Ätzen“ und „physikalisches Ätzen“.
Das chemische Ätzen erfolgt in drei Schritten. Zunächst werden die reaktiven Gase an der Oberfläche adsorbiert. Anschließend werden aus Reaktionsgas und Substratmaterial Reaktionsprodukte gebildet und schließlich desorbiert. Beim anschließenden physikalischen Ätzen wird das Substrat vertikal nach unten geätzt, indem Argongas vertikal auf das Substrat aufgebracht wird.
Chemisches Ätzen erfolgt isotrop, wohingegen physikalisches Ätzen anisotrop erfolgen kann, indem die Richtung der Gaszufuhr gesteuert wird. Aufgrund dieser physikalischen Ätzung ermöglicht das Trockenätzen eine bessere Kontrolle über die Ätzrichtung als das Nassätzen.
Für das Trocken- und Nassätzen gelten ebenfalls die gleichen strengen Bedingungen wie für das Nassätzen, es bietet jedoch eine höhere Reproduzierbarkeit als das Nassätzen und weist viele einfacher zu kontrollierende Elemente auf. Daher besteht kein Zweifel daran, dass Trockenätzen für die industrielle Produktion förderlicher ist.
Warum Nassätzen immer noch notwendig ist
Sobald Sie das scheinbar allmächtige Trockenätzen verstanden haben, fragen Sie sich vielleicht, warum es das Nassätzen noch gibt. Der Grund ist jedoch einfach: Durch das Nassätzen wird das Produkt günstiger.
Der Hauptunterschied zwischen Trockenätzen und Nassätzen sind die Kosten. Die beim Nassätzen verwendeten Chemikalien sind nicht so teuer, und der Preis der Ausrüstung selbst soll etwa 1/10 des Preises von Trockenätzgeräten betragen. Darüber hinaus ist die Verarbeitungszeit kurz und mehrere Substrate können gleichzeitig verarbeitet werden, was die Produktionskosten senkt. Dadurch können wir die Produktkosten niedrig halten, was uns einen Vorteil gegenüber unseren Mitbewerbern verschafft. Wenn die Anforderungen an die Bearbeitungsgenauigkeit nicht hoch sind, entscheiden sich viele Unternehmen für die grobe Massenproduktion für das Nassätzen.
Der Ätzprozess wurde als Prozess eingeführt, der in der Mikrofabrikationstechnologie eine Rolle spielt. Der Ätzprozess wird grob in Nassätzen und Trockenätzen unterteilt. Wenn die Kosten eine Rolle spielen, ist Ersteres besser, und wenn eine Mikrobearbeitung unter 1 μm erforderlich ist, ist Letzteres besser. Im Idealfall kann ein Verfahren anhand des herzustellenden Produkts und der Kosten ausgewählt werden und nicht danach, welches Verfahren besser ist.
Zeitpunkt der Veröffentlichung: 16. April 2024